Blog over lasersystemen van Trotec voor talloze toepassingen m.b.t. lasermarkeren, lasersnijden en lasergraveren.
Voor meer info: https://www.troteclaser.com/nl/.
Volg ons ook op Facebook en Twitter: facebook.com/troteclaserbv en twitter.com/troteclaserbv!
Dank voor de trouwe bezoeken aan onze blog de afgelopen jaren. Graag verwelkom ik u op onze nieuwe blog. Ook hier delen we graag nieuwe tutorials en tips & tricks omtrent lasertechniek!
In dit stappenplan laten we zien hoe u eenvoudig gegevens van AutoCAD naar uw Trotec lasermachine kunt sturen.
Stap 1: Lijndikte en -kleur instellen
Gebruik RGB kleuren (hetzelfde als in de JobControl® materiaal database)
Voor Trotec lasers moeten de snijlijnen 0.001 mm dik zijn - in AutoCAD 0.00 mm.
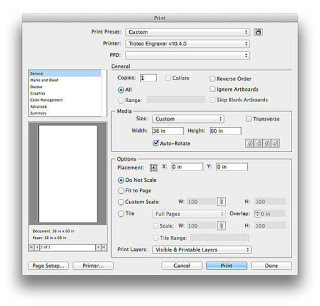
Stap 2: Printerinstellingen
Klik op het print symbool en het printscherm zal openen. Kies voor "Trotec Engraver v. xx.x.x" en klik op "Properties...".
Klik op "Custom Properties" in de Plotter Configuration Editor.
Stap 3: Set the laser parameters: Voer de laserinstellingen in:
1. Stel het formaat in (breedte en hoogte moeten groter zijn dan het formaat van de afbeelding) 2. Vink "Minimize to Jobsize" aan als u de afbeelding wilt printen zonder witruimte. 3. Klik op het JobControl® logo om te printen.
De Plotter Configuration Editor zal in beeld komen, klik op "OK" om verder te gaan.
1. Creëer een tijdelijk PC3 bestand voor dit gedeelte: De printer configuratie zal worden opgeslagen voor dit specifieke gedeelte. 2. Sla wijzigingen in het bestand op: de printer configuratie kan opgeslagen worden om dit de volgende keer weer te kunnen gebruiken. Klik op "OK" om verder te gaan.
Stap 4: Instellingen plotgebied
1. Kies het plotbereik: - Display: Het werkelijke gebied wordt geprint. - Extents: Alle afbeeldingen worden geprint. - Window: Kies het gebied dat geprint moet worden. 2. Let op de plotschaal 1:1 3. Centreer de plot indien nodig 4. Om de taakgegevens naar JobControl® te sturen klik op OK
Wilt u dit jaar een unieke kerstboom die geen naalden laat vallen?
Dat kan! Maak uw eigen acrylaat kerstboom met behulp van deze template en laserinstellingen.
Stappenplan: voorbereiding
Vereiste materialen:
halve plaat van 3 mm TroGlass in elke gewenste kleur, beschikbaar bij Trotec weefselband of nylon koord lijm kerstdecoratie
Gebruikte machine:
Speedy 400 flexx 120 Watt met 2" lens
U kunt ook de machines gebruiken van de SP serie. Als u andere machines gebruikt van de Speedy serie, pas het snijbestand aan aan het tafelformaat.
Belangrijk:
Gebruik de acrylaat snijtafel voor perfecte snijresultaten op acryl.
Stap 1: Importeer /creëer het ontwerp
Importeer ons ontwerp in uw grafische programma of maak uw eigen ontwerp. Stuur het ontwerp naar de laser.
PRINTINSTELLINGEN
bewerkingsmodus: standaard resolutie: 500 dpi snijlijn: geen
halftone: kleur
opties: 'enhanced geometries' en 'inner geometries first'
Stap 2: Laserbewerking
Het lasersnijden van TroGlass acrylaat creëert elegante, gepolijste raden. Positioneer de acrylaat plaat in uw laser en bedek de rest van de tafel voor maximale afzuigkracht. Verwijder de beschermfolie na de laserbewerking.
LASERINSTELLINGEN
kleur: rood bewerking: snijden CO2 vermogen: 30%
snelheid: 0,2%
ppi/Hz: 5000
passages: 1
Air Assist: aan
Z-offset: 0
Advanced: -
INFO:
We hebben de standaard laserinstellingen uit JobControl gebruikt.
De materiaalinstellingen van JobControl kunnen gedownload worden van www.troteclaser.com.
Stap 3: Nabewerking
Om de kerstboom te monteren, rijg de banden door de enkele ringen en begin met de kleinste.
Bevestig de ringen met knopen of gebruik lijm. In onze sample hebben we een afstand tussen de ringen gebruikt van 25 - 30 cm.
Laat uw creativiteit de vrije loop en decoreer de acrylaat boom met items die u mooi vindt!
LET OP:
Gebruik geen echte kaarsen, maar maak gebruik van elektrische kaarsen of lichtsnoeren om de boom te verlichten.
Inspiratie
U kunt het ontwerp verfijnen door het toevoegen van gravures of het veranderen van de vorm van de snijcontour.
Voor een hogere boom met meer ringen gebruik een tweede acrylaat plaat en integreer de extra ringen in de boom.
De volgende vraag wordt ons steeds weer gesteld: "... moet ik echt met CorelDraw® werken? Ik zou mijn ontwerpen veel liever in een ander programma bewerken, zoals bijvoorbeeld in Adobe Illustrator®." Geen probleem, deze handleiding toont de belangrijkste instellingen waarop u moet letten
Stap voor stap naar de optimale instellingen:
Stel direct als u begint de volgende punten in, zodat de laser de grafische informatie op de juiste wijze kan interpreteren.
Stap voor stap:
Stap 1: RGB-kleurenpalet
Stap 2: Snijlijnen rood en fijn
Stap 3: Doorgaan naar afdrukdialoog
Uw design is nu klaar en u wilt het naar de printer versturen. Net als CorelDraw® communiceert ook Adobe Illustrator® via de afdrukdialoog met de laser.
Klik op "Print " of "Afdrukken" en het afdrukvenster van Adobe Illustrator® wordt geopend. Controleer onder het punt "Output" of bij het punt kleurenpalet RGB is geselecteerd.Klik vervolgens op "Setup" (Instellen) en het klassieke afdrukvenster wordt geopend.
Stap 4: TrotecEngraver selecteren en laserparameters invoeren
Selecteer nu de TrotecEngraver en u kunt onder het punt "Preferences" of"Instellingen" de laserinstellingen maken. Als u klaar bent, klikt u op "Print" of "Afdrukken" en u wordt automatisch doorgeleid naar JobControl®.
Stap 5: JobControl®
In het venster JobControl® ziet u de plaat en kunt u actuele (of al wat oudere) taken uit het menu aan de rechterkant kiezen en naar wenst op de plaat positioneren.Meer informatie over JobControl® vindt uhier.
Voor een nauwkeurige lasergravure is het belangrijk de juiste lens te kiezen, de juiste werktafel en een passend afzuigsysteem. Last but not least, speelt de juiste focus een belangrijk rol bij het creëren van een perfecte gravure. De juiste instelling van de focus - dwz de juiste afstand tussen de laserkop en het materiaal dat gegraveerd moet worden - is cruciaal voor een perfect resultaat. Trotec biedt verschillende focusmethodes.
Focusmethode 1: Ultrasoon sensor De Sonar TechnologyTM werkt met een ultasoon sensor op de laserkop. Deze sensor maakt een nauwkeurige meting van de afstand mogelijk op elke positie van de werktafel. Met slechts één druk op de knop van het toetsenbord, wordt het focuspunt berekend op basis van de geselecteerde lens. De werktafel zal automatisch in de juiste focuspositie bewegen.
Deze focusmethode is met name geschikt voor alle geluidsreflecterende materialen. De Sonar TechnologyTM is een zeer efficiënte focusmethode. Er is patent op aangevraagd.
Focusmethode 2: Lichtbalk focus
De lichtbalk focus werkt met sensoren . Als de auto focus ingeschakeld is op het toetsenbord van het lasersysteem zal de bewerkingstafel naar boven gaan. Zodra het materiaal dat u in de laser heeft gelegd de lichtbalken passeert, zal de opwaardse beweging van de tafel stoppen. Het focussen is dan afgerond en het laserproces kan beginnen!
De lichtbalk focus is ideaal voor vlakke ondoorzichtige materialen, waarbij de materiaaldikte onbekend is.
Focusmethode 3: Bi-directionele communicatie
De software focus is een elegante methode voor het automatisch benaderen van de exacte hoogte van de werktafel. Dankzij de bi-directionele communicatie weet de computer altijd exact wat de hoogte van de werktafel is. Vervolgens vult u de materiaaldikte in en de lens die u gebruikt. De Trotec JobControl software berekent automatisch het optimale focuspunt. De tafel zal vervolgens in juiste positie bewegen met slechts één druk op de knop.
Deze focusmethode is ideaal voor de bewerking van materialen, waarbij de materiaaldikte bekend is.
Focusmethode 4: Focus tool
De focusinstelling met de metalen focus tool is snel en flexibel. De lasergebruiker hangt de focus tool aan de laserkop en beweegt de tafel handmatig, totdat de oppervlakte van het werkstuk dat gegraveerd moet worden de focus tool aanraakt.
Deze methode is met name geschikt als er gewerkt wordt met veel verschillende materialen, als de materiaaldikte onbekend is en voor cylindrische objecten.
3D gegraveerd houten wapenschild van 1/4" esdoorn hout.
Hierbij hebben we gebruik gemaakt van de reliëf modus in de JobControl software.
Stap 1: Creeër het bestand
Gantry (gantryco.com) hebben onze 2D afbeelding omgezet naar 3D. Vervolgens hebben we grijswaarden toegevoegd om diepte toe te voegen (donker=diep, licht=ondiep) voor het lasergraveren.
Voor de 3D TIFF bestanden die gebruikt kunnen worden en het .cdr en .eps bestand voor 2D versies verwijzen we u naar de blog van onze Canadese collega's.
Stap 2: Print
Klik "File", "Print", "Preferences" switch dan van "standard" modus naar "relief" modus.
Nu kan het printen beginnen, dit zal ongeveer 30 minuten duren (bij een afmeting van 12,7cm x 12,7cm).
*Tip: U kunt het proberen schoon te maken met een tandenborstel en water.
Stap 3: Instellingen en houtsoort
Door het testen van verschillende houtsoorten, zijn we erachter gekomen dat 1/4" esdoornhout de beste keuze is, aangezien dit hout het minst verkoold en het makkelijkst is schoon te maken.
Onze voorkeursinstelling van de Speedy 300 100w flexx lasermachine is 100% vermogen, 35% snelheid voor de eerste twee zware passages.
De laatste twee lichte passages hebben we gedaan met 60% vermogen, 100% snelheid.